



მიუხედავად იმისა, რომ ულტრასწრაფი ლაზერები ათწლეულების განმავლობაში არსებობს, სამრეწველო გამოყენება ბოლო ორი ათწლეულის განმავლობაში სწრაფად გაიზარდა. 2019 წელს, ულტრასწრაფი ლაზერების საბაზრო ღირებულებალაზერული მასალადამუშავების მოცულობა დაახლოებით 460 მილიონი აშშ დოლარი იყო, წლიური ზრდის ტემპი კი 13% იყო. გამოყენების სფეროები, სადაც ულტრასწრაფი ლაზერები წარმატებით გამოიყენება სამრეწველო მასალების დასამუშავებლად, მოიცავს ფოტონიღბების დამზადებას და შეკეთებას ნახევარგამტარული ინდუსტრიაში, ასევე სილიციუმის დაქუცმაცებას, მინის ჭრას/ჩახაზვას და (ინდიუმის კალის ოქსიდის) ITO ფირის მოცილებას სამომხმარებლო ელექტრონიკაში, როგორიცაა მობილური ტელეფონები და პლანშეტები, დგუშის ტექსტურას საავტომობილო ინდუსტრიისთვის, კორონარული სტენტების წარმოებას და მიკროფლუიდური მოწყობილობების წარმოებას სამედიცინო ინდუსტრიისთვის.

01 ფოტონიღბების წარმოება და შეკეთება ნახევარგამტარული ინდუსტრიაში
ულტრასწრაფი ლაზერები მასალების დამუშავების ერთ-ერთ უძველეს სამრეწველო გამოყენებაში გამოიყენებოდა. IBM-მა 1990-იან წლებში გამოაქვეყნა ფემტოწამიანი ლაზერული აბლაციის გამოყენების შესახებ ფოტონიღბების წარმოებაში. ნანოწამიან ლაზერულ აბლაციასთან შედარებით, რომელსაც შეუძლია ლითონის შხეფების და მინის დაზიანების გამოწვევა, ფემტოწამიანი ლაზერული ნიღბები არ ავლენს ლითონის შხეფებს, მინის დაზიანებას და ა.შ. უპირატესობები. ეს მეთოდი გამოიყენება ინტეგრირებული სქემების (ICs) წარმოებისთვის. IC ჩიპის წარმოებას შეიძლება დასჭირდეს 30-მდე ნიღაბი და ღირებულება 100,000 დოლარზე მეტი იყოს. ფემტოწამიანი ლაზერული დამუშავებით შესაძლებელია 150 ნმ-ზე ნაკლები სიგრძის ხაზებისა და წერტილების დამუშავება.
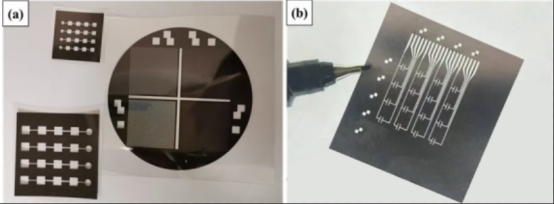
სურათი 1. ფოტონიღბის დამზადება და შეკეთება
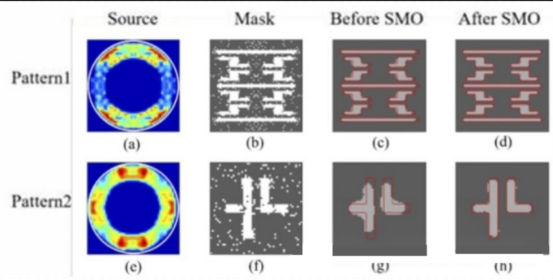
სურათი 2. ექსტრემალური ულტრაიისფერი ლითოგრაფიისთვის სხვადასხვა ნიღბის ნიმუშების ოპტიმიზაციის შედეგები
02 სილიკონის ჭრა ნახევარგამტარული ინდუსტრიაში
სილიკონის ვაფლის დაჭრა ნახევარგამტარული ინდუსტრიის სტანდარტული წარმოების პროცესია და, როგორც წესი, მექანიკური დაჭრის გამოყენებით ხორციელდება. ამ საჭრელ ბორბლებს ხშირად უჩნდებათ მიკრობზარები და ძნელია თხელი (მაგ., სისქე < 150 მკმ) ვაფლების დაჭრა. სილიკონის ვაფლების ლაზერული ჭრა ნახევარგამტარული ინდუსტრიის სფეროში მრავალი წლის განმავლობაში გამოიყენება, განსაკუთრებით თხელი ვაფლებისთვის (100-200 მკმ) და ხორციელდება რამდენიმე ეტაპად: ლაზერული ღარებით დამუშავება, რასაც მოჰყვება მექანიკური გამოყოფა ან ფარული ჭრა (ანუ ინფრაწითელი ლაზერული სხივი სილიკონის გრავირებაში), რასაც მოჰყვება მექანიკური ლენტის გამოყოფა. ნანოწამიან იმპულსურ ლაზერს შეუძლია საათში 15 ვაფლის დამუშავება, ხოლო პიკოწამიან ლაზერს - საათში 23 ვაფლის დამუშავება, უფრო მაღალი ხარისხით.
03 მინის ჭრა/გრავირება სახარჯი ელექტრონიკის ინდუსტრიაში
მობილური ტელეფონებისა და ლეპტოპების სენსორული ეკრანები და დამცავი სათვალეები უფრო თხელი ხდება, ზოგიერთი გეომეტრიული ფორმა კი მოხრილია. ეს ტრადიციულ მექანიკურ ჭრას ართულებს. ტიპიური ლაზერები, როგორც წესი, დაბალი ხარისხის ჭრის საშუალებას იძლევა, განსაკუთრებით მაშინ, როდესაც ეს მინის ეკრანები 3-4 ფენად არის დაწყობილი და ზედა 700 მკმ სისქის დამცავი მინა გამაგრებულია, რაც შეიძლება ლოკალიზებული დაძაბულობის შედეგად გატყდეს. ულტრასწრაფი ლაზერები, როგორც აღმოჩნდა, ამ მინების დაჭრას უკეთესი კიდის სიმტკიცით შეუძლიათ. დიდი ბრტყელი პანელის ჭრისთვის, ფემტოწამიანი ლაზერი შეიძლება ფოკუსირებული იყოს მინის ფურცლის უკანა ზედაპირზე, მინის შიდა ნაწილის დაკაწრვით წინა ზედაპირის დაზიანების გარეშე. შემდეგ მინის გატეხვა შესაძლებელია მექანიკური ან თერმული საშუალებებით, ნაჭდევიანი ნიმუშის გასწვრივ.
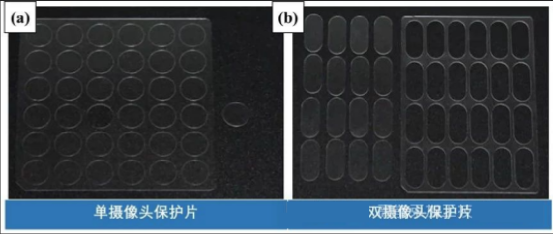
სურათი 3. პიკოწამიანი ულტრასწრაფი ლაზერული მინის სპეციალური ფორმის ჭრა
04 დგუშის ტექსტურები საავტომობილო ინდუსტრიაში
მსუბუქი ავტომობილების ძრავები დამზადებულია ალუმინის შენადნობებისგან, რომლებიც ისეთივე ცვეთამედეგი არ არის, როგორც თუჯი. კვლევებმა აჩვენა, რომ ავტომობილის დგუშის ტექსტურების ფემტოწამიანი ლაზერული დამუშავება ხახუნს 25%-მდე ამცირებს, რადგან ნარჩენებისა და ზეთის ეფექტურად შენახვა შესაძლებელია.

სურათი 4. ავტომობილის ძრავის დგუშების ფემტოწამიანი ლაზერული დამუშავება ძრავის მუშაობის გასაუმჯობესებლად
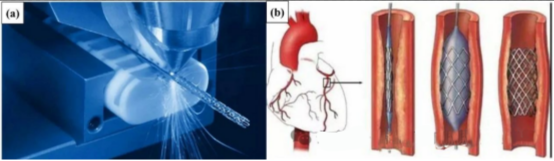
05 კორონარული სტენტების წარმოება სამედიცინო ინდუსტრიაში
მილიონობით კორონარული სტენტი იმპლანტირდება სხეულის კორონარულ არტერიებში, რათა გაიხსნას არხი სისხლის სხვაგვარად შედედებულ სისხლძარღვებში გადასაადგილებლად, რაც ყოველწლიურად მილიონობით სიცოცხლეს იხსნის. კორონარული სტენტები, როგორც წესი, დამზადებულია ლითონის (მაგ., უჟანგავი ფოლადის, ნიკელ-ტიტანის ფორმის მეხსიერების შენადნობის ან უფრო გვიანდელი კობალტ-ქრომის შენადნობის) მავთულის ბადისგან, რომლის საყრდენის სიგანე დაახლოებით 100 მკმ-ია. გრძელი იმპულსური ლაზერული ჭრისგან განსხვავებით, ულტრასწრაფი ლაზერების გამოყენების უპირატესობები ბრეკეტების ჭრისთვის არის მაღალი ჭრის ხარისხი, უკეთესი ზედაპირის დამუშავება და ნაკლები ნამსხვრევები, რაც ამცირებს დამუშავების შემდგომ ხარჯებს.
06 მიკროფლუიდური მოწყობილობების წარმოება სამედიცინო ინდუსტრიისთვის
მიკროფლუიდური მოწყობილობები ფართოდ გამოიყენება სამედიცინო ინდუსტრიაში დაავადებების ტესტირებისა და დიაგნოსტიკისთვის. ისინი, როგორც წესი, მზადდება ცალკეული ნაწილების მიკროინექციური ჩამოსხმის და შემდეგ წებოს ან შედუღების გამოყენებით შეერთების მეთოდით. მიკროფლუიდური მოწყობილობების ულტრასწრაფ ლაზერულ დამზადებას აქვს უპირატესობა, რომ გამჭვირვალე მასალებში, როგორიცაა მინა, იქმნება 3D მიკროარხები შეერთებების საჭიროების გარეშე. ერთი მეთოდია ულტრასწრაფი ლაზერული დამზადება მასიურ მინაში, რასაც მოჰყვება სველი ქიმიური გრავირება, ხოლო მეორე მეთოდია ფემტოწამიანი ლაზერული აბლაცია მინაში ან პლასტმასში გამოხდილ წყალში ნარჩენების მოსაშორებლად. კიდევ ერთი მიდგომაა მინის ზედაპირზე არხების დამუშავება და მათი დალუქვა მინის საფარით ფემტოწამიანი ლაზერული შედუღების გზით.
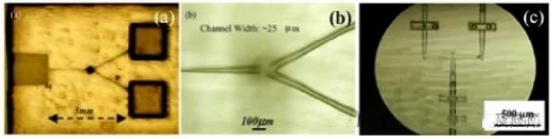
სურათი 6. ფემტოწამიანი ლაზერით ინდუცირებული შერჩევითი გრავირება მინის მასალებში მიკროფლუიდური არხების მოსამზადებლად
07 ინჟექტორის საქშენის მიკრობურღვა
ფემტოწამიანი ლაზერული მიკროხვრელების დამუშავებამ მაღალი წნევის ინჟექტორების ბაზარზე არსებულ მრავალ კომპანიაში ჩაანაცვლა მიკრო-EDM, ნაკადის ხვრელების პროფილების შეცვლის უფრო დიდი მოქნილობისა და დამუშავების უფრო მოკლე დროის გამო. პრეცესირებადი სკანირების თავის მეშვეობით ფოკუსის პოზიციისა და სხივის დახრილობის ავტომატურად კონტროლის შესაძლებლობამ განაპირობა აპერტურული პროფილების (მაგ., ცილინდრი, გაშლა, კონვერგენცია, დივერგენცია) დიზაინი, რომლებსაც შეუძლიათ წვის კამერაში ატომიზაციის ან შეღწევადობის ხელშეწყობა. ბურღვის დრო დამოკიდებულია აბლაციის მოცულობაზე, ბურღვის სისქით 0.2-0.5 მმ და ხვრელის დიამეტრით 0.12-0.25 მმ, რაც ამ ტექნიკას ათჯერ უფრო სწრაფს ხდის მიკრო-EDM-თან შედარებით. მიკრობურღვა ხორციელდება სამ ეტაპად, მათ შორის, გამჭოლი პილოტური ხვრელების უხეში დამუშავებით და დამუშავების დასრულების ჩათვლით. არგონი გამოიყენება დამხმარე აირად ჭაბურღილის დაჟანგვისგან დასაცავად და საწყის ეტაპებზე საბოლოო პლაზმის დასაცავად.
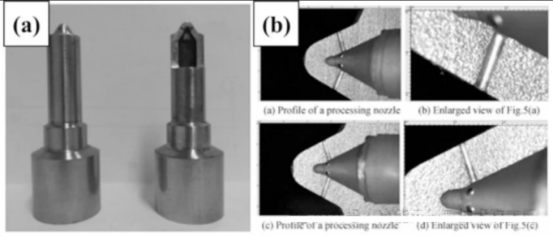
სურათი 7. დიზელის ძრავის ინჟექტორისთვის ინვერსიული კონუსური ხვრელის ფემტოწამიანი ლაზერული მაღალი სიზუსტის დამუშავება
08 ულტრა სწრაფი ლაზერული ტექსტურირება
ბოლო წლებში, დამუშავების სიზუსტის გასაუმჯობესებლად, მასალის დაზიანების შესამცირებლად და დამუშავების ეფექტურობის გაზრდის მიზნით, მიკროდამუშავების სფერო თანდათანობით მკვლევართა ყურადღების ცენტრში მოექცა. ულტრასწრაფ ლაზერს აქვს დამუშავების სხვადასხვა უპირატესობა, როგორიცაა დაბალი დაზიანება და მაღალი სიზუსტე, რაც დამუშავების ტექნოლოგიების განვითარების ხელშეწყობის ფოკუსი გახდა. ამავდროულად, ულტრასწრაფ ლაზერებს შეუძლიათ სხვადასხვა მასალაზე მოქმედება და ლაზერული დამუშავების მასალის დაზიანების დამუშავება ასევე კვლევის ერთ-ერთი მთავარი მიმართულებაა. ულტრასწრაფი ლაზერი გამოიყენება მასალების აბლაციისთვის. როდესაც ლაზერის ენერგიის სიმკვრივე მასალის აბლაციის ზღურბლზე მაღალია, აბლირებული მასალის ზედაპირი აჩვენებს მიკრონანო სტრუქტურას გარკვეული მახასიათებლებით. კვლევები აჩვენებს, რომ ეს განსაკუთრებული ზედაპირული სტრუქტურა გავრცელებული ფენომენია, რომელიც მასალების ლაზერული დამუშავების დროს ხდება. ზედაპირული მიკრონანო სტრუქტურების მომზადებას შეუძლია გააუმჯობესოს თავად მასალის თვისებები და ასევე შესაძლებელი გახადოს ახალი მასალების შემუშავება. ეს ზედაპირული მიკრონანო სტრუქტურების მომზადებას ულტრასწრაფი ლაზერით ტექნიკურ მეთოდად აქცევს, რომელსაც მნიშვნელოვანი განვითარების მნიშვნელობა აქვს. ამჟამად, ლითონის მასალებისთვის, ულტრასწრაფი ლაზერული ზედაპირის ტექსტურირების კვლევას შეუძლია გააუმჯობესოს ლითონის ზედაპირის დასველების თვისებები, გააუმჯობესოს ზედაპირის ხახუნისა და ცვეთის თვისებები, გააძლიეროს საფარის ადჰეზია და უჯრედების მიმართულებითი პროლიფერაცია და ადჰეზია.
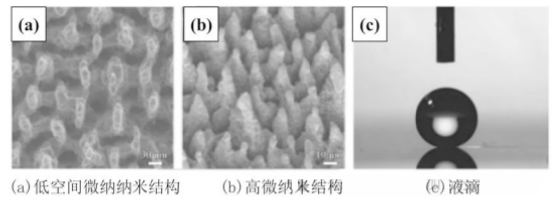
სურათი 8. ლაზერით მომზადებული სილიციუმის ზედაპირის სუპერჰიდროფობიური თვისებები
როგორც უახლესი დამუშავების ტექნოლოგია, ულტრასწრაფი ლაზერული დამუშავება ხასიათდება მცირე თერმული ზემოქმედების ზონით, მასალებთან ურთიერთქმედების არაწრფივი პროცესით და დიფრაქციის ზღვარს მიღმა მაღალი გარჩევადობის დამუშავებით. მას შეუძლია სხვადასხვა მასალის მაღალი ხარისხის და მაღალი სიზუსტის მიკრონანო დამუშავება და სამგანზომილებიანი მიკრონანო სტრუქტურების დამზადება. სპეციალური მასალების, რთული სტრუქტურების და სპეციალური მოწყობილობების ლაზერული წარმოების მიღწევა მიკრონანო წარმოების ახალ გზებს ხსნის. ამჟამად, ფემტოწამიანი ლაზერი ფართოდ გამოიყენება მრავალ მოწინავე სამეცნიერო სფეროში: ფემტოწამიანი ლაზერის გამოყენება შესაძლებელია სხვადასხვა ოპტიკური მოწყობილობების დასამზადებლად, როგორიცაა მიკროლინზების მასივები, ბიონური ნაერთი თვალები, ოპტიკური ტალღის გამტარები და მეტაზედაპირები; მისი მაღალი სიზუსტის, მაღალი გარჩევადობის და სამგანზომილებიანი დამუშავების შესაძლებლობების გამოყენებით, ფემტოწამიან ლაზერს შეუძლია მოამზადოს ან ინტეგრირება გაუკეთოს მიკროფლუიდურ და ოპტოფლუიდურ ჩიპებს, როგორიცაა მიკროგამაცხელებელი კომპონენტები და სამგანზომილებიანი მიკროფლუიდური არხები; გარდა ამისა, ფემტოწამიანი ლაზერით ასევე შესაძლებელია სხვადასხვა ტიპის ზედაპირული მიკრონანოსტრუქტურების მომზადება, რათა მიღწეულ იქნას ანტიარეკლვა, ანტიარეკლვა, სუპერჰიდროფობია, ანტიყინულოვანი და სხვა ფუნქციები; გარდა ამისა, ფემტოწამიანი ლაზერი ასევე გამოიყენება ბიომედიცინის სფეროში, სადაც ის აჩვენებს შესანიშნავ შედეგებს ისეთ სფეროებში, როგორიცაა ბიოლოგიური მიკროსტენტები, უჯრედული კულტურის სუბსტრატები და ბიოლოგიური მიკროსკოპული გამოსახულება. ფართო გამოყენების პერსპექტივები. ამჟამად, ფემტოწამიანი ლაზერული დამუშავების გამოყენების სფეროები წლიდან წლამდე ფართოვდება. ზემოაღნიშნული მიკროოპტიკის, მიკროფლუიდიკის, მრავალფუნქციური მიკრონანოსტრუქტურების და ბიოსამედიცინო ინჟინერიის გამოყენების გარდა, ის ასევე დიდ როლს ასრულებს ზოგიერთ ახალ სფეროში, როგორიცაა მეტაზედაპირის მომზადება, მიკრონანო წარმოება და მრავალგანზომილებიანი ოპტიკური ინფორმაციის შენახვა და ა.შ.
გამოქვეყნების დრო: 2024 წლის 17 აპრილი











