



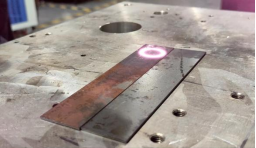
ლაზერული გაწმენდა ეფექტური მეთოდია სხვადასხვა მასალისა და ზომის მყარი ზედაპირიდან ჭუჭყიანი ნაწილაკებისა და აპკის ფენის მოსაშორებლად. მაღალი სიკაშკაშისა და კარგი მიმართულების უწყვეტი ან პულსური ლაზერის მეშვეობით, ოპტიკური ფოკუსირებისა და წერტილის ფორმირების გზით, კონკრეტული წერტილის ფორმის შესაქმნელად და ენერგიის განაწილების ლაზერული სხივის ენერგიის განაწილებით, რომელიც დაბინძურებული მასალის ზედაპირზეა დასხივებული, მიმაგრებული დამაბინძურებელი მასალები შთანთქავს ლაზერის ენერგიას, წარმოქმნის რთული ფიზიკური და ქიმიური პროცესების სერიას, როგორიცაა ვიბრაცია, დნობა, წვა და გაზიფიკაციაც კი, და საბოლოოდ გამოდევნის დამაბინძურებელს მასალის ზედაპირიდან. მაშინაც კი, თუ ლაზერი გაწმენდილ ზედაპირზე მოქმედებს, მათი დიდი ნაწილი აირეკლება, სუბსტრატი არ დააზიანებს, რათა მიღწეული იქნას გამწმენდი ეფექტი.შემდეგი სურათი: ძაფის ზედაპირის ჟანგის მოცილება და გაწმენდა.

ლაზერული წმენდა შეიძლება კლასიფიცირდეს სხვადასხვა კლასიფიკაციის სტანდარტის შესაბამისად. მაგალითად, ლაზერული წმენდის პროცესის მიხედვით, სუბსტრატის ზედაპირზე თხევადი აპკით დაფარვისას, იგი იყოფა მშრალ და სველ ლაზერულ წმენდად. პირველი არის ლაზერული დაბინძურების პირდაპირი დასხივება ზედაპირის მიმართ, ხოლო მეორე ლაზერული წმენდის ზედაპირზე ტენიანობის ან თხევადი აპკის წასმას საჭიროებს. სველი ლაზერული წმენდა მაღალი ეფექტურობისაა, თუმცა ლაზერული სველი წმენდა მოითხოვს თხევადი აპკის ხელით დაფარვას, რაც მოითხოვს თხევადი აპკის შემადგენლობის შეცვლას, რადგან თავად სუბსტრატის მასალის ბუნება არ იცვლება. ამიტომ, მშრალი ლაზერული წმენდის ტექნოლოგიასთან შედარებით, სველ ლაზერულ წმენდას გარკვეული შეზღუდვები აქვს გამოყენების სფეროსთან დაკავშირებით. მშრალი ლაზერული წმენდა ამჟამად ყველაზე ფართოდ გამოყენებული ლაზერული წმენდის მეთოდია, რომელიც იყენებს ლაზერის სხივს სამუშაო ნაწილის ზედაპირის პირდაპირ დასხივებისთვის, ნაწილაკების და თხელი აპკების მოსაშორებლად.
ლაზერიDry Cდახრა
ლაზერული ქიმწმენდის ძირითადი პრინციპია ნაწილაკებისა და მასალის სუბსტრატის ლაზერული დასხივების შედეგად შთანთქმული სინათლის ენერგიის მყისიერად გარდაქმნა სითბოდ, რაც იწვევს ნაწილაკის ან სუბსტრატის (ან ორივეს) მყისიერ თერმულ გაფართოებას, ნაწილაკსა და სუბსტრატს შორის მყისიერად წარმოქმნილი აჩქარება, აჩქარებით წარმოქმნილი ძალა კი ნაწილაკსა და სუბსტრატს შორის ადსორბციის დასაძლევად გამოიყენება, რის შედეგადაც ნაწილაკი სუბსტრატის ზედაპირიდან გამოდის.
ლაზერული ქიმწმენდის სხვადასხვა შთანთქმის მეთოდის მიხედვით, ლაზერული ქიმწმენდა შეიძლება დაიყოს შემდეგ ორ ძირითად ფორმად:
1.Fან მტვრის ნაწილაკების დნობის წერტილი აღემატება მშობელი მასალის (ან ლაზერის შთანთქმის სიჩქარის სხვაობა): ნაწილაკები შთანთქავენ ლაზერული გამოსხივების უფრო ძლიერ შთანთქმას, ვიდრე სუბსტრატის (ა) ან პირიქით (ბ), მაშინ ნაწილაკები შთანთქავენ ლაზერული სინათლის ენერგიას, რომელიც გარდაიქმნება თერმულ ენერგიად, რაც იწვევს ნაწილაკების თერმულ გაფართოებას, თუმცა თერმული გაფართოების რაოდენობა ძალიან მცირეა, მაგრამ თერმული გაფართოება ხდება ძალიან მოკლე დროში, ამიტომ სუბსტრატზე იქნება უზარმაზარი მყისიერი აჩქარება, ხოლო სუბსტრატის საწინააღმდეგო მოქმედება ნაწილაკებზე, ძალა გადალახავს ორმხრივი ადსორბციის ძალას, ისე, რომ ნაწილაკები სუბსტრატიდან გამოდიან, სქემატური დიაგრამის პრინციპი ნაჩვენებია ნახაზ 1-ში..
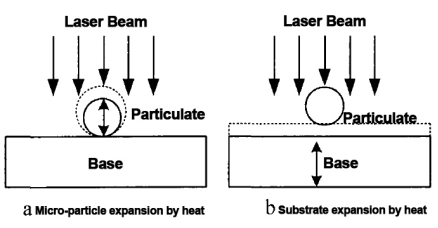
2. ჭუჭყის დაბალი დუღილის წერტილისთვის: ზედაპირული ჭუჭყი პირდაპირ შთანთქავს ლაზერის ენერგიას, მყისიერი მაღალ ტემპერატურაზე დუღილის აორთქლება, პირდაპირი აორთქლება ჭუჭყის მოსაშორებლად, პრინციპი ნაჩვენებია ნახაზ 2-ში.

ლაზერიWet CდახრაPპრინციპი
ლაზერული სველი წმენდა ასევე ცნობილია, როგორც ლაზერული ორთქლის წმენდა. მშრალი წმენდისგან განსხვავებით, სველი წმენდა გულისხმობს გამწმენდი ნაწილების ზედაპირზე რამდენიმე მიკრონის სისქის თხევადი აპკის ან მედიის აპკის თხელი ფენის არსებობას. ლაზერული დასხივებით თხევადი აპკის ტემპერატურა მყისიერად იზრდება და დიდი რაოდენობით ბუშტუკებს წარმოქმნის გაზიფიკაციის რეაქციისთვის. გაზიფიკაციის აფეთქება წარმოიქმნება ნაწილაკებსა და სუბსტრატს შორის ადსორბციული ძალის დასაძლევად. ნაწილაკების, თხევადი აპკისა და სუბსტრატის ლაზერული ტალღის სიგრძის შთანთქმის კოეფიციენტის მიხედვით, ლაზერული სველი წმენდა შეიძლება დაიყოს სამ ტიპად.
1.ლაზერული ენერგიის ძლიერი შთანთქმა სუბსტრატის მიერ
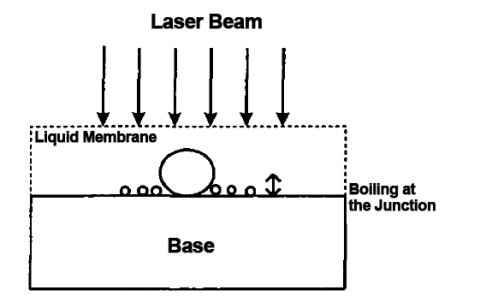
ლაზერული დასხივებისას სუბსტრატსა და თხევად ფენაზე, სუბსტრატის მიერ ლაზერის შთანთქმა გაცილებით მეტია, ვიდრე თხევადი ფენის, ამიტომ აფეთქებითი აორთქლება ხდება სუბსტრატსა და თხევად ფენას შორის საზღვარზე, როგორც ეს ნაჩვენებია ქვემოთ მოცემულ ფიგურაზე. თეორიულად, რაც უფრო ვიწროა იმპულსის ხანგრძლივობა, მით უფრო ადვილია გადახურების წარმოქმნა შეერთების ადგილას, რაც უფრო დიდ აფეთქებით დარტყმას იწვევს.
2. ლაზერული ენერგიის ძლიერი შთანთქმა თხევადი მემბრანის მიერ
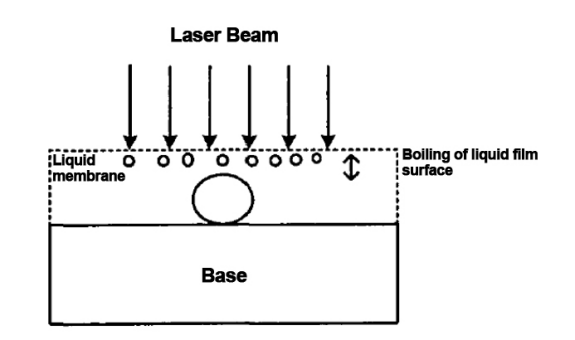
ამ გაწმენდის პრინციპი ემყარება იმ ფაქტს, რომ თხევადი ფენა შთანთქავს ლაზერული ენერგიის უმეტეს ნაწილს და აფეთქებითი აორთქლება ხდება თხევადი ფენის ზედაპირზე, როგორც ეს ნაჩვენებია ქვემოთ მოცემულ ფიგურაში. ამ დროს ლაზერული გაწმენდის ეფექტურობა ისეთი კარგი არ არის, როგორც სუბსტრატის შთანთქმის დროს, რადგან ამ დროს აფეთქება ზემოქმედებს თხევადი ფენის ზედაპირზე. მიუხედავად იმისა, რომ სუბსტრატი შთანთქავს, ბუშტები და აფეთქებები ხდება სუბსტრატისა და თხევადი ფენის გადაკვეთაზე, აფეთქებითი ზემოქმედება უფრო ადვილია ნაწილაკების სუბსტრატის ზედაპირიდან მოშორებით, შესაბამისად, სუბსტრატის შთანთქმითი გაწმენდის ეფექტი უკეთესია.
3.როგორც სუბსტრატი, ასევე თხევადი მემბრანა ერთობლივად შთანთქავენ ლაზერულ ენერგიას
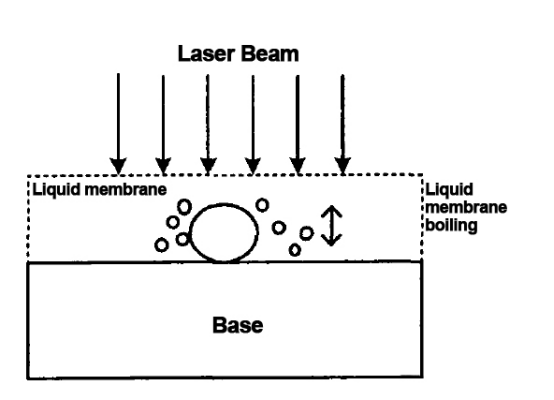
ამ დროს, გაწმენდის ეფექტურობა ძალიან დაბალია, ლაზერული დასხივების შემდეგ თხევად ფენაზე, ლაზერული ენერგიის ნაწილი შეიწოვება, ენერგია იშლება მთელ თხევად ფენაში, თხევადი ფენა დუღს ბუშტების წარმოქმნით, თხევადი ფენის გავლით დარჩენილი ლაზერული ენერგია შეიწოვება სუბსტრატის მიერ, როგორც ეს ნაჩვენებია ნახაზზე. ეს მეთოდი მოითხოვს მეტ ლაზერულ ენერგიას აფეთქებამდე მდუღარე ბუშტების წარმოქმნისთვის. ამიტომ, ამ მეთოდის ეფექტურობა ძალიან დაბალია.
სველი ლაზერული წმენდის დროს სუბსტრატის შთანთქმის გამო, ლაზერული ენერგიის უმეტესი ნაწილი სუბსტრატის მიერ შეიწოვება, რაც იწვევს თხევადი აპკის და სუბსტრატის შეერთების გადახურებას, რაც იწვევს ბუშტუკების წარმოქმნას ინტერფეისზე. ქიმწმენდასთან შედარებით, სველი ლაზერული წმენდის დროს შეერთების ბუშტუკების აფეთქება ხდება ლაზერული წმენდის ზემოქმედებით. ამავდროულად, შეგიძლიათ დაამატოთ გარკვეული რაოდენობის ქიმიური ნივთიერებები თხევად აპკში და დამაბინძურებელი ნაწილაკები ქიმიურ რეაქციაში, რათა შეამციროთ ნაწილაკებსა და სუბსტრატს შორის ადსორბციული ძალა, ლაზერული წმენდის ზღურბლის შესამცირებლად. ამიტომ, სველი წმენდით შესაძლებელია გაწმენდის ეფექტურობის გარკვეულწილად გაუმჯობესება, მაგრამ ამავდროულად არსებობს გარკვეული სირთულეები, თხევადი აპკის შეყვანამ შეიძლება გამოიწვიოს ახალი დაბინძურება და თხევადი აპკის სისქის კონტროლი რთულია.
ფაქტორებიAგავლენას ახდენსQხარისხიLასერიCდახრა

ეფექტიLასერიWსიგრძე
ლაზერული წმენდის არსი ლაზერული შთანთქმაა, ამიტომ, ლაზერული წყაროს არჩევისას, პირველი, რაც უნდა გააკეთოთ, არის გამწმენდი სამუშაო ნაწილის სინათლის შთანთქმის მახასიათებლების გაერთიანება და ლაზერული სინათლის წყაროდ შესაფერისი ტალღის სიგრძის ლაზერის შერჩევა. გარდა ამისა, უცხოელი მეცნიერების ექსპერიმენტული კვლევები აჩვენებს, რომ დასუფთავებისას დამაბინძურებელი ნაწილაკების იგივე მახასიათებლებია, რაც უფრო მოკლეა ტალღის სიგრძე, მით უფრო ძლიერია ლაზერის გამწმენდი უნარი და მით უფრო დაბალია გაწმენდის ზღვარი. ჩანს, რომ მასალის სინათლის შთანთქმის მახასიათებლების დასაკმაყოფილებლად, დასუფთავების ეფექტურობისა და ეფექტურობის გასაუმჯობესებლად, გამწმენდი სინათლის წყაროდ უნდა აირჩიოთ უფრო მოკლე ტალღის სიგრძის ლაზერი.


ეფექტიPძალაუფლებაDმგრძნობელობა
ლაზერული წმენდის დროს, ლაზერის სიმძლავრის სიმკვრივეს აქვს დაზიანების ზედა და ქვედა ზღურბლები. ამ დიაპაზონში, რაც უფრო დიდია ლაზერული წმენდის სიმძლავრის სიმკვრივე, მით უფრო დიდია წმენდის სიმძლავრე და მით უფრო აშკარაა წმენდის ეფექტი. ამიტომ, კორპუსში სუბსტრატის მასალის დაზიანების თავიდან ასაცილებლად, ლაზერის სიმძლავრის სიმკვრივის გასაზრდელად, სიმძლავრის სიმკვრივე მაქსიმალურად მაღალი უნდა იყოს.


ეფექტიPულსიWიდითი
ის ლაზერი ლაზერული გაწმენდის წყარო შეიძლება იყოს უწყვეტი ან პულსირებული სინათლე, პულსირებულ ლაზერს შეუძლია უზრუნველყოს ძალიან მაღალი პიკური სიმძლავრე, ამიტომ მას შეუძლია ადვილად დააკმაყოფილოს ზღვრული მოთხოვნები. აღმოჩნდა, რომ სუბსტრატზე თერმული ეფექტებით გამოწვეული გაწმენდის პროცესში პულსირებული ლაზერის ზემოქმედება უფრო მცირეა, ხოლო რეგიონის თერმული ზემოქმედებით გამოწვეული უწყვეტი ლაზერის ზემოქმედება უფრო დიდია.

ისEეფექტიSკონსერვირებაSმოშარდვა დაNრიცხვიTდრო
ცხადია, ლაზერული წმენდის პროცესში, რაც უფრო მაღალია ლაზერული სკანირების სიჩქარე, მით უფრო ნაკლები ჯერ, მით უფრო მაღალია წმენდის ეფექტურობა, თუმცა ამან შეიძლება გამოიწვიოს წმენდის ეფექტის შემცირება. ამიტომ, ფაქტობრივი წმენდის პროცესში, შესაბამისი სკანირების სიჩქარე და სკანირების რაოდენობა უნდა შეირჩეს წმენდის სამუშაო ნაწილის მასალის მახასიათებლებისა და დაბინძურების სიტუაციის გათვალისწინებით. სკანირების გადაფარვის სიჩქარე და ა.შ. ასევე გავლენას ახდენს წმენდის ეფექტზე.


ეფექტიAმთაDელექტრონული ფოკუსირება
ლაზერული გაწმენდა ლაზერის გამოყენებამდე ძირითადად ფოკუსირების ლინზების გარკვეული კომბინაციის მეშვეობით ხდება კონვერგენციისთვის, ხოლო ლაზერული გაწმენდის რეალური პროცესი, როგორც წესი, დეფოკუსირების შემთხვევაში, რაც უფრო დიდია დეფოკუსირების რაოდენობა, მასალაზე სხივების ზემოქმედება რაც უფრო დიდია ლაქა, რაც უფრო დიდია სკანირების არეალი, მით უფრო მაღალია ეფექტურობა. და საერთო სიმძლავრეში, რაც უფრო მცირეა დეფოკუსირების რაოდენობა, რაც უფრო დიდია ლაზერის სიმძლავრის სიმკვრივე, მით უფრო ძლიერია გაწმენდის უნარი.


რეზიუმე
ვინაიდან ლაზერული წმენდა არ იყენებს ქიმიურ გამხსნელებს ან სხვა სახარჯო მასალებს, ის ეკოლოგიურად სუფთა, უსაფრთხოა გამოსაყენებლად და აქვს მრავალი უპირატესობა:
1. ეკოლოგიურად სუფთა და ეკოლოგიურად სუფთა, ქიმიკატებისა და საწმენდი ხსნარების გამოყენების გარეშე,
2. დასუფთავების ნარჩენები ძირითადად მყარი ფხვნილია, მცირე ზომის, ადვილად შესაგროვებელი და გადამუშავებადი,
3. ნარჩენების კვამლის გაწმენდა მარტივია, ადვილად შეიწოვება და უმკლავდება, დაბალი ხმაურია და არ აზიანებს პირად ჯანმრთელობას.,
4. უკონტაქტო გაწმენდა, მედიის ნარჩენების გარეშე, მეორადი დაბინძურების გარეშე,
5. შერჩევითი წმენდის მიღწევა შესაძლებელია, სუბსტრატების დაზიანება არ ხდება,
6. არ არის მომუშავე საშუალო მოხმარება, მხოლოდ ელექტროენერგიის მოხმარება, გამოყენებისა და მოვლა-პატრონობის დაბალი ღირებულება,
7. Eავტომატიზაციის მისაღწევად, შრომის ინტენსივობის შესამცირებლად,
8. გამოდგება ძნელად მისადგომი ადგილებისა თუ ზედაპირებისთვის, სახიფათო ან სახიფათო გარემოსთვის.






„Maven Laser Automation Co., Ltd.“ 14 წელია ლაზერული შედუღების აპარატების, ლაზერული საწმენდი აპარატების და ლაზერული მარკირების აპარატების პროფესიონალური მწარმოებელია. 2008 წლიდან „Maven Laser“ ორიენტირებულია სხვადასხვა ტიპის ლაზერული გრავირების/შედუღების/მარკირების/საწმენდი აპარატების შემუშავებასა და წარმოებაზე, მოწინავე მენეჯმენტის, ძლიერი კვლევითი ძალისა და სტაბილური გლობალიზაციის სტრატეგიის გამოყენებით. „Maven Laser“-მა დაამყარა უფრო სრულყოფილი პროდუქციის გაყიდვებისა და მომსახურების სისტემა ჩინეთსა და მთელ მსოფლიოში, რითაც ლაზერული ინდუსტრიის მსოფლიო ბრენდად იქცა.
გარდა ამისა, ჩვენ დიდ ყურადღებას ვაქცევთ გაყიდვის შემდგომ მომსახურებას, კარგი მომსახურება და კარგი ხარისხი ისეთივე მნიშვნელოვანია, რომ Maven Laser მიჰყვება „სანდოობისა და მთლიანობის“ სულისკვეთებას და ყველაფერს გააკეთებს, რომ მომხმარებელს შესთავაზოს მეტი სუპერ პროდუქტი და უკეთესი მომსახურება.
Maven Laser - სანდო პროფესიონალური ლაზერული აღჭურვილობის მიმწოდებელი!
კეთილი იყოს თქვენი მობრძანება ჩვენთან თანამშრომლობაში და ორმხრივად მომგებიანი შედეგის მიღწევაში.
გამოქვეყნების დრო: 2023 წლის 5 მაისი











